ШЋЙњзЩбЏЗўЮёШШЯпЃК
ЗЂВМЪБМфЃК2016/4/29 13:42:25
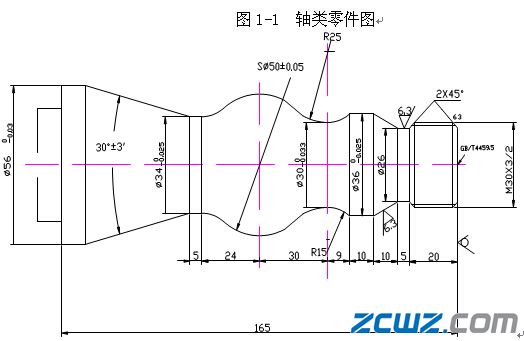
ИљОнЯТЭМЫљЪОЕФД§ГЕЯїСуМўЃЌВФСЯЮЊ45КХИжЃЌЦфжаЇЖ85дВжљУцВЛМгЙЄЁЃдкЪ§ПиГЕДВЩЯашвЊНјааЕФЙЄађЮЊЃКЧаЯїЇЖ80mm КЭЇЖ62mm ЭтдВЃЛR70mm ЛЁУцЁЂзЖУцЁЂЭЫЕЖВлЁЂТнЮЦМАЕЙНЧЁЃвЊЧѓЗжЮіЙЄвеЙ§ГЬгыЙЄвеТЗЯпЃЌБраДМгЙЄГЬађЁЃ
1.СуМўЭМЙЄвеЗжЮі
ИУСуМўБэУцгЩдВжљЁЂдВзЖЁЂЫГдВЛЁЁЂФцдВЛЁМАЫЋЯпТнЮЦЕШБэУцзщГЩЁЃЦфжаЖрИіжБОЖГпДчгаНЯбЯИёЕФГпДчОЋЖШКЮБэУцДжВкЖШЕШвЊЧѓЃЛЧђУцSІе50ЉLЕФГпДчЙЋВюЛЙМцга
ПижЦИУЧђУцаЮзДЃЈЯпТжРЊЃЉЮѓВюЕФзїгУЁЃГпДчБъзЂЭъећЃЌТжРЊУшЪіЧхГўЁЃСуМўВФСЯЮЊ45ИжЃЌЮоШШДІРэКЭгВЖШвЊЧѓЁЃЭЈЙ§ЩЯЪіЗжЮіЃЌПЩВЩгУвдЯТМИЕуЙЄвеДыЪЉЁЃ
ЂХ ЖдЭМбљЩЯИјЖЈЕФМИИіОЋЖШвЊЧѓНЯИпЕФГпДчЃЌвђЦфЙЋВюЪ§жЕНЯаЁЁЃЙЪБрГЬЪБВЛБиШЁЦНОљжЕЃЌЖјШЋВПШЁЦфЛљБОГпДчЁЃ
ЂЦ дкТжРЊЧњЯпЩЯЃЌгаШ§ДІЮЊЙ§ЯѓЯодВЛЁЃЌЦфжаСНДІЮЊМШЙ§ЯѓЯогжИФБфНјИјЗНЯђЕФТжРЊЧњЯпЃЌвђДЫдкМгЙЄЪБгІНјааЛњаЕМфЯЖВЙГЅЃЌвдБЃжЄТжРЊЧњЯпЕФгааЇадЁЃ
ЂЧ ЮЊБугкзАМаЃЌХїМўзѓЖЫгІдЄЯШГЕГіМаГжВПЗжЃЈЫЋЕуЛЯпВПЗжЃЉЃЌгвЖЫУцвВгІЯШДжГЕГіВЂзъКУжааФПзЁЃУЋХїбЁІе60ЉLАєСЯЁЃ
2ЃЎСуМўЕФЖЈЮЛЛљзМКЭзАМаЗНЪН
ШЗЖЈХїМўжсЯпКЭзѓЖЫДѓЖЫУцЃЈЩшМЦЛљзМЃЉЮЊЖЈЮЛЛљзМЁЃзѓЖЫВЩгУШ§зІздЖЈаФПЈХЬЖЈаФМаНєЃЌгвЖЫВЩгУЛюЖЏИпМЖжЇГаЕФзАМаЗНЪНЁЃ
3ЃЎбЁдёЩшБИ
ИљОнМгЙЄСуМўЕФЭтаЮКЭВФСЯЕШЬѕМўЃЌбЁгУTND360Ъ§ПиГЕДВЁЃ
4ЃЎШЗЖЈМгЙЄЫГађМАНјИјТЗЯп
МгЙЄЫГађАДгЩДжЕНОЋЃмгЩдЖЕННќЃЈгЩгвЕНзѓЃЉЕФддђШЗЖЈЁЃМДЯШДггвЕНзѓНјааДжГЕЃЈСєЃА.ЃВЃЕЉLОЋГЕгрСПЃЉЃЌШЛКѓДггвЕНзѓНјааОЋГЕЃЌНЯКѓГЕЯїТнЮЦЁЃ
TND360Ъ§ПиГЕДВОпгаДжГЕбЛЗКЭГЕТнЮЦбЛЗЙІФмЃЌжЛвЊе§ШЗЪЙгУБрГЬжИСюЃЌЛњДВЪ§ПиЯЕЭГОЭЛсздЖЏШЗЖЈНјИјТЗЯпЃЌвђДЫЃЌИУСуМўЕФДжГЕбЛЗКЭГЕТнЮЦбЛЗВЛашвЊШЫЮЊ
ЕчЛАЃК021-68869991 ДЋецЃК021-69513193 ЕижЗЃКЩЯКЃЪаЦеЭгЧјжаЩНББТЗ3300КХдТаЧЁЄЛЗЧђИлАьЙЋЧјB-1511
Copyright © ЩЯКЃШ№ЯэжсГагаЯоЙЋЫО-ЙйЗНЭјеО ЛІICPБИ19036513КХ-1
 ЛІЙЋЭјАВБИ 31010702002017КХ
ММЪѕжЇГжЃКЛЊжсЭј
ЛІЙЋЭјАВБИ 31010702002017КХ
ММЪѕжЇГжЃКЛЊжсЭј